هل تساءلت يومًا كيف تعمل بعض الأشياء التي تحيط بنا كل يوم. كيف تقوم الثلاجة بتبريد الطعام ، وكيف يعيده الميكروويف إلى الدفء السابق ، وكيف يعمل Wi-Fi ، ولماذا لا تسمح النوافذ بتساقط المطر ، وما إلى ذلك. بالنسبة للبعض ، قد تبدو مثل هذه الأسئلة صبيانية وساذجة وعديمة الجدوى إلى حد ما. إنه يعمل وهذا كل شيء ، لكن كيف لم يعد الأمر مهمًا. ومع ذلك ، قرر علماء من معهد ماساتشوستس للتكنولوجيا (معهد ماساتشوستس للتكنولوجيا ، الولايات المتحدة الأمريكية) الإجابة على أحد هذه الأسئلة ، ألا وهو - لماذا تصبح ماكينات الحلاقة الفولاذية باهتة بعد الحلاقة؟ ما هي العمليات الميكانيكية التي تحدث أثناء الحلاقة ، وكيف يتلف شعر الإنسان ، كونه أكثر نعومة من الفولاذ 50 مرة ، وما هو التطبيق العملي لهذا البحث؟ سنجد إجابات لهذه الأسئلة غير العادية في تقرير العلماء. اذهب.
أسس البحث
على مدى سنوات طويلة من تطور وتطور المكون الاجتماعي لجنسنا ، تمكنا من إنشاء مجموعة كبيرة ومتنوعة من الأشياء الحادة من مجموعة متنوعة من المواد. لسوء الحظ ، الغرض من معظمهم هو إلحاق الضرر بالعدو: السيوف ، الخناجر ، رؤوس الأسهم ، إلخ. ولكن هناك أيضًا عدد غير قليل من "الذكاء" المسالمين: أمواس الحلاقة ، والمقصات ، والسكاكين ، والمنجل ، والمناجل ، إلخ.
على مر القرون ، ابتكر الناس سبائك وتقنيات جديدة تهدف إلى زيادة درجة حدة العناصر المذكورة أعلاه وإطالة أمدها. إن عملية قطع شيء ما موجودة في العديد من الصناعات: الطب ، والأجهزة المنزلية ، وصناعة الأغذية ، إلخ. كل حالة لها خصائصها الخاصة ، لكن المبدأ ، وبالتالي ، تظل متطلبات الشفرات كما هي - الحدة والصلابة (المتانة).
على سبيل المثال ، المادة المعدنية النموذجية المستخدمة في شفرات الحلاقة هي صفيحة فولاذية مقاومة للصدأ عالية الكربيد * مصقولة إلى 17 درجة هندسية إسفين مع نصف قطر 40 نانومتر للحصول على الحدة المطلوبة ( 1A )
مارتينسيت * هو المكون الهيكلي الرئيسي للفولاذ المقوى ، وهو عبارة عن محلول صلب مفرط التشبع مرتب من الكربون في حديد ألفا بنفس تركيز الأوستينيت الأولي (تعديل درجة الحرارة المرتفعة على الوجه للحديد وسبائكه). مارتينسيت هو بنية مجهرية من نوع أسيكلار (لاميلار) ولوح (رزمة).

الصورة رقم 1
غالبًا ما يتم استخدام أكثر صلابة فوق هذه المادة - مثل الكربون الشبيه بالماس ، وفوق الأخير يتم تطبيق طبقة من بولي تترافلورو إيثيلين لتقليل الاحتكاك.
على الرغم من هذا الهيكل المعقد ، لا تزال ماكينات الحلاقة باهتة بمرور الوقت ، عند ملامستها لمادة أكثر نعومة بمقدار 50 مرة - الشعر (مقياس الصلابة بمقدار 1 أ ). لا تعتبر ماكينات الحلاقة فريدة من نوعها في هذه المشكلة ، حيث أن التطبيقات الأخرى للشفرات ذات الطبيعة أو الأخرى تعاني أيضًا من انخفاض في الحدة بمرور الوقت. على سبيل المثال ، يصبح سكين المطبخ باهتًا حتى عند استخدامه حصريًا لتقطيع الجبن أو البطاطس.
ومع ذلك ، هناك فرق كبير بين سكاكين المطبخ وشفرات الحلاقة. نعم ، تحدث الصراحة هناك وهناك ، ولكن آلية التخفيف نفسها في ماكينات الحلاقة أكثر تعقيدًا.
أولاً ، تحتوي المادتان المتفاعلتان على هياكل هرمية متدرجة ذات خصائص ميكانيكية متباينة الخواص وتعتمد على الحجم. يحتوي الفولاذ المارتنسيتي على تسلسل هرمي من الأوستينيت الأولي ، والحزم ، والكتل ، والكتل الفرعية ، وحدود اللوح ، فضلاً عن كثافة عالية من الاضطرابات الموزعة بشكل غير متجانس. يُحتجز الكربون الوسيط في محلول صلب أثناء التبريد ، لكن التقسية أو التقسية التلقائية * يمكن أن يتسبب في تآكل الكربون أو ترسبه ككربيدات
التقسية * - عملية المعالجة الحرارية لسبائك أو معدن مصلب بالمارتنسيت ، وعناصره الرئيسية هي تحلل المارتينسيت وتعدد الأضلاع وإعادة التبلور.كل هذه الميزات الهيكلية توفر مارتينسيت صلابة عالية ، ولكن استجابة ميكانيكية غير موحدة.

الشعر في قسم.
وبالمثل ، فإن شعر الإنسان هو مركب متباين الخواص بدرجة عالية مع مقطع عرضي غير دائري ويبلغ متوسط قطره من 80 إلى 200 ميكرون. الطبقة الخارجية من الشعر عبارة عن بشرة صلبة (~ 170 ميجا باسكال) ، والتي تشكل غمدًا من الخلايا مرتبة مثل بلاط السقف. الطبقة الوسطى (القشرة) أكثر نعومة بثلاث مرات وتتكون من تسلسل هرمي من الألياف الممتدة على طول اتجاه الشعر. يوجد في منتصف الشعر ميدولا - طبقة داخلية مجوفة لها مساهمة ميكانيكية صغيرة إلى حد ما في قدرة ماكينة الحلاقة على القص. نظرًا لأن الشعر مسترطب ، في ظل وجود الرطوبة ، يتغير هيكله الخلوي لاستيعاب جزيئات الماء ، مما يقلل من معامل المرونة ونقطة العائد.
كل من النصل والشعر متباينان ويظهران خصائص ميكانيكية مختلفة حسب الحجم. ينتج عن ذلك استجابة ميكانيكية تعتمد على حالة الإجهاد وعلى الحجم الذي يساهم في التشوه.
عامل مهم آخر هو حقيقة أن الشروط الحدودية لتشوه المفاصل للشعر وشفرة الحلاقة يمكن أن تتغير حرفيًا خلال عملية الحلاقة الواحدة ( 1B ).
كما أوضح العلماء ، أثناء الحلاقة ، يمكن تمثيل كل شعرة على أنها ناتئ مرن ، وشبه مثبت في أحد طرفيه تجاه الجلد وخالي تمامًا من الطرف الآخر. في هذا التكوين ، يكون الشعر حرًا في الانحناء حيث تقترب الشفرة منه وتخترقه أثناء القص ، مما يؤثر على وضع التشوه.
يخضع الشعر في الغالب لميكانيكا الكسر من النوع الأول الصلب (إجهاد الفتح - الشد بالنسبة إلى مستوى الكراك). اعتمادًا على ما إذا كان الشعر ينحني أم لا ، يتم تطبيق الضغط إما على كلا سطح الشق (المسافة البادئة المستقيمة ، g = 0 °) ، أو على أحد السطحين فقط. وهذا يؤدي إلى ظهور تدمير خالص من النوع الثاني في الحالة الأولى ، أو إلى تدمير مختلط من النوع الثاني والثالث في الحالة الثانية.
تقسم ميكانيكا كسر المواد الصلبة إلى ثلاثة أنواع رئيسية وفقًا لطريقة تطبيق القوة التي تعزز انتشار الشقوق:
- النوع الأول (الفتح) - إجهاد الشد بالنسبة لطائرة الكراك ؛
- النوع الثاني (الانزلاق) - إجهاد القص يعمل بالتوازي مع مستوى الكراك وعموديًا على مقدمة الكراك ؛
- III () — , .
كما نرى ، هناك العديد من الجوانب المعقدة وراء الحلاقة التقليدية التي تتطلب دراسة تفصيلية لفهم أفضل ، كما يدعي العلماء أنفسهم.
لهذا ، أجروا هذه الدراسة ، والتي كان موضوع الدراسة فيها هو شفرات مصنوعة من الفولاذ المقاوم للصدأ مارتينسيتي. كشف فحص المجهر الإلكتروني (SEM / SEM) وتحليل حيود التشتت الخلفي للإلكترون (EBSD) عن مصفوفة مارتينسيت اللوح ( 1A ) مع الكربيدات الموزعة غير المنتظمة (أقحم في 1A ). تم قياس قيم الصلابة أيضًا في غضون 70 ميكرومتر من الحافة (كان متوسط القيمة 8.7 ± 0.7 جيجا باسكال). تباين هذا المؤشر ناتج عن وجود الكربيدات ، والأوستينيت المحتفظ به ، وعدم تجانس البنية التحتية للمارتنسيت.
لقياس تطور تآكل الشفرة في ظروف الحلاقة الواقعية ، تم إجراء اختبار خطوة بخطوة لخراطيش الحلاقة التي يمكن التخلص منها (العينة 1 في الصورة أدناه) ، وتتبع مناطق مختلفة باستخدام SEM بعد مراحل مختلفة من الاستخدام (فيديو رقم 1).
اختبارات التآكل المرحلي (بعد الحلاقة 1 و 5 و 10).
بعد ذلك ، تم إجراء تحديد كمي لمتوسط معدل تآكل الشفرة على طول الحافة الحادة باستخدام تحليل الصورة. كان معدل التآكل منخفضًا: 12 نانومتر 3 / نيوتن متر بعد 5 حلق و 13 نيوتن متر 3 / نيوتن متر بعد 10 حلق. ومع ذلك ، كشفت هذه الاختبارات عن تقطيع على طول الحافة الحادة ( 1 درجة مئوية ). على الرغم من أن شفرات الحلاقة حادة ومسطحة على المستوى الكلي ، إلا أنها "أكثر خشونة" على المقياس الصغير ، حتى عند عدم استخدامها ( 1C-1 ). من هذه المخالفات أثناء الحلاقة تنشأ التشققات الدقيقة ( 1C-2 ). من بين جميع النتوءات ، على الرغم من أنها قد لا تكون أكبرها ، إلا أن جزءًا صغيرًا منها فقط يشكل تشققات.
تنتشر هذه الشقوق الدقيقة مبدئيًا بشكل عمودي على الحافة ( 1C-2 ) ثم تنحرف في اتجاهها ، وتشكل هندسة الانقسام النهائي ( 1C-3 ).
تظهر آثار التشوه ( 1C-2 ) أن جزء الحافة الحادة الذي ينتمي إلى الانقسام الناتج ينحني خارج المستوى عندما يتغير اتجاه microcrack. يشير وجود حفر في سطح الكسر الناتج إلى أن بنية مارتينسيت تظهر تشوهًا بلاستيكيًا قبل الكسر. في المقابل ، أظهرت الطلاءات القاسية خصائص كسر هش نتيجة ثني الركيزة.
لفهم تطور هذه العملية بشكل أفضل قبل تنشيط الأنواع الأخرى من الكسور (التعب والتآكل والتآكل) ، تم إجراء 25 اختبار SEM في مرحلة التشوه الدقيق باستخدام مقاطع يمكنها حمل شفرة من جانب وشعر واحد أو عدة شعر على الجانب الآخر (الصورة رقم 2 و رقم الفيديو 2).

الصورة رقم 2
تجربة على حلاقة الشعر الفردي باستخدام SEM.
أدى جعل الشفرة أكثر واقعية من خلال إمالة الشفرة بمقدار 21 درجة إلى اتجاه الحلاقة ( 2B ) إلى عدم تكافؤ عنصر القوة وبالتالي تشوه البلاستيك وتقطيعه في عدة حالات ( 2C ).
سمحت لنا الاختبارات باستخدام شعيرات بأقطار مختلفة باستنتاج أن حجم الانقسام لا يعتمد على قطر الشعر ، ولا على عدد الشعيرات المتتالية ، ولا على زاوية القص.
يمكن للجزء نفسه من الحافة الحادة قص شعرات متعددة بزوايا مختلفة g ( 1B ) دون التسبب في تشوه مرئي حتى تبدأ الشفرة في الانكسار فجأة (الفيديو أدناه).
تجربة على حلاقة شعرات متعددة باستخدام SEM.
وقد وجد أيضًا أن التقشير يحدث غالبًا عند حواف الشعر. على سبيل المثال ، يمكن لشعرة واحدة أن تخلق شقين على نصل ، يبدأ كل منهما عند أحد طرفي الشعرة ( 2 درجة مئوية ).
بالإضافة إلى ذلك ، تمتد الرقائق عادة إلى ما وراء المنطقة المشوهة للغاية ~ 5 ميكرون بالقرب من طرف النصل ( 1 درجة مئوية ). لذلك ، فإن الظاهرة المرصودة لا تتعلق بالتأثيرات التي يسببها الشحذ.
تُظهر مقارنة صور SEM من نوعين مختلفين من التجارب (خطوة بخطوة مع ترطيب الشعر ودائم بالشعر الجاف) آلية تدمير متطابقة في كلتا الحالتين (باستثناء زيادة شدة التدمير في الحالة الأولى).
علاوة على ذلك ، تم استخدام النمذجة ثلاثية الأبعاد بطريقة العناصر المحدودة لتحديد دور المخالفات واتجاه الحمل المطبق على التشوه والتقطيع ( 3A - 3C ).

الصورة # 3
تم تصميم الفولاذ المرتنزي كمواد مرنة متجانسة متجانسة مع قوة خضوع تبلغ 1690 ميجا باسكال. تمت إضافة المنخفضات (الفتحات / الشقوق / الشقوق) بحجم محدد بواسطة تحليل SEM (على سبيل المثال ، 1C-1 ). هذا جعل من الممكن إعادة إنتاج الحالة القصوى من التفاوت على طول الحافة الحادة ، ومحاكاة إجهاد القطع على الشفرة كالتصاق سطح موزع بشكل موحد (50 ميجا باسكال) يعمل على جانب واحد فقط ( 3 أ ).
ركزت المحاكاة الأولى على تحديد موقع الأخدود بأعلى شدة إجهاد مقابل اتجاه الضغط المطبق.
كما هو موضح في 3B ، فإن المسافة البادئة المباشرة للشعر (التوتر السطحي 0 درجة) تسبب زيادة في الضغوط عند الفجوات الملامسة للشعر ، ولكن هذه القيم ليست عالية بما يكفي لتعزيز تشوه البلاستيك. بالمقابل ، فإن حلق الشعر بزاوية يخلق قيم ضغط أعلى في منطقة النصل الملامسة للشعر ، مع أقصى ضغط في الأخدود الذي يلامس حافة الشعر.
أظهر تحليل الضغوط كدالة لزاوية الالتصاق بالسطح ( 3C ):
- , ( 8.5°);
- , , ;
- , , ;
- , .
تتوافق نتائج المحاكاة هذه تمامًا مع التجارب ، مما يؤكد دقتها. ومع ذلك ، لا تزال هناك تناقضات: لوحظ وجود تشققات صغيرة وشرائح في التجارب بزاوية أقل مما كانت عليه في المحاكاة.
لتوضيح هذا الاختلاف ، افترض العلماء عملية تربط عدم تجانس بنية اللوح المارتنسيتي للشفرة مع زيادة الحساسية للشقوق الدقيقة ( 3D - 3H ). تم تكييف النموذج لحساب معدل إطلاق الطاقة للكسر الجانبي البيني في صفيحة رقيقة شبه لا نهائية ثنائية المادة ذات سماكة ثابتة للكسر المختلط (النوع الثاني + النوع الثالث) ، مع احتمال انتشار الكراك على طول الواجهة بين المادتين ( ثلاثي الأبعاد)). علاوة على ذلك ، تم تطبيق ضغط قدره 50 ميجا باسكال ، بالتوازي مع تغيير اتجاه الحمل بين الوضع النقي II والوضع النقي III. في هذه الحالة ، تم اعتبار المواد بنفس نسبة بواسون (0.3) ، ولكن معامِلات يونغ مختلفة.
نتيجة لذلك ، وجد أن إطلاق الطاقة يزداد مع الانتقال من الوضع II إلى الوضع III. يؤدي تغيير معادلات يونج لمادتين مع الحفاظ على ثوابت القيمة المتوسطة إلى حدوث تحول رأسي في منحنى معدل إطلاق الطاقة. يشير هذا إلى أنه بالنسبة لمادتين مختلفتين ، فإن احتمال انتشار الشقوق سيكون أعلى بكثير من احتمال انتشار الشقوق بالنسبة لمادة متجانسة لها خصائص مماثلة.
بعد ذلك ، أجرى العلماء سلسلة أخرى من النمذجة البارامترية ثلاثية الأبعاد لتحليل معدل إطلاق الطاقة في الجزء العلوي من التجويف الفردي في الشفرة ، مع مراعاة هندسة الشفرة (زيادة السُمك أمام التجويف نفسه) وباتجاهات مختلفة لتكاثر الشقوق ( 3E - 3H ). تم استخدام مادة أو مادتين مختلفتين على جوانب متقابلة من الأخدود.
قياس القوة المطلوبة لقص شعرة واحدة.
معدل إطلاق الطاقة للشق الذي ينتشر على طول اتجاهه الأصلي (q = 0 °) يزداد مع زيادة مكون الضغط في الوضع III ( 3F ). يعتمد معدل إطلاق الطاقة أيضًا على اتجاه انتشار الكراك ( 3G ). يعتمد الاتجاه الحرج المقابل للمعدل الأقصى لإطلاق الطاقة على كل من اتجاه الحمل ومجموعة المواد ( 3H ).
عندما يتم تطبيق حمل على مادة ناعمة مجاورة لمادة صلبة (C و S في الرسم التخطيطي ، على التوالي) مع انخفاض الطبقة البينية ، فمن المرجح أن ينتشر الكراك أكثر من التكوين المعاكس. ستكون الزاوية الحرجة لانتشار الشقوق في هذه الحالة أيضًا أصغر ( 3G ).
بالإضافة إلى ذلك ، تنتشر التشققات الدقيقة التي تنشأ على حافة حادة بزاوية بالنسبة لمحور الشفرة (المحور z عند 3E ) ، وتنحرف نحو منطقة تطبيق الحمل.
يتم تحديد مسار الانتشار هذا من خلال المكون غير المتماثل للقوة ، والذي يساهم في ثني الكراك من مستواه الأصلي ، وهندسة النصل ، التي يزيد سمكها على طول محور النصل.
توزيع الضغوط في الشفرة في زوايا حلاقة مختلفة.
إذا افترضنا أن الطاقة السطحية للمادة ثابتة ، فإن فقد الطاقة بسبب انتشار الشقوق على طول هذا المحور سيكون أكبر مما يحدث عندما ينتشر الكراك في اتجاه سمك ثابت (أو أقل زيادة). إذا استمر الانتشار على طول هذا المحور ، فسيؤدي ذلك إلى مساحة انتشار كبيرة لكل وحدة طول. للسبب نفسه ، سوف يعود الكراك في النهاية نحو الحافة الحادة للشفرة ، مكونًا شريحة.
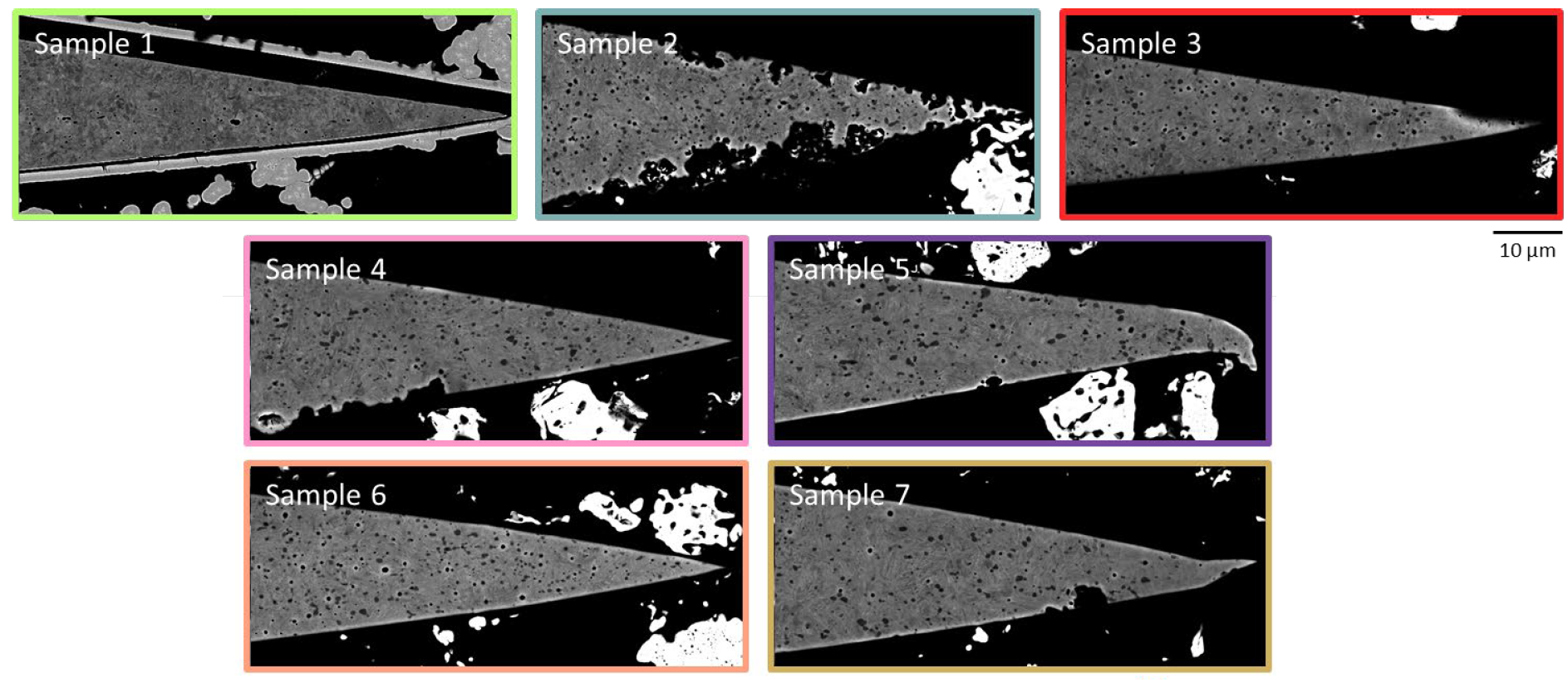
لتأكيد التأثيرات الميكانيكية للتغايرية البنائية الدقيقة التي تنبأت بها النتائج التحليلية والرقمية ، أجريت تجارب حلاقة الشعر. في هذه التجارب ، سمح مجهر مسح وشعاع أيوني مركّز برؤية تفصيلية للبنية المجهرية أثناء التشوه. تم طحن الشفرات المستخدمة في التجربة جزئيًا ، مما أدى إلى خلق تباين بين مصفوفة المارتينزيت والكربيدات ، مما يسمح بالكشف عن آليات التلف (الصور أدناه).

الفحص المجهري لشفرة نصف مضروبة.
أظهرت التجارب أن التشققات الدقيقة تنشأ عادةً في الواجهات بين المارتينسيت والكربيد ، والتي تحد من المخالفات (من اليسار إلى B) وعندما يكون الشعر ملامسًا للمكون الأكثر مرونة في الشفرة. ثم تنتشر التشققات الدقيقة بزاوية ، مما يتسبب في فك التماسك في عدة واجهات مصفوفة كربيد أو تكسير الكربيد (يمينًا إلى B) ، بالإضافة إلى اللدونة الدقيقة في مناطق مارتينسيتي بينهما.
تشير مجمل نتائج النمذجة والحسابات والتجارب إلى أن الحلاقة يمكن أن تتسبب في بدء الضرر ونموها واندماجها * (في شكل رقائق) في الصلب المارتنسيتي. كما أصبح من الواضح أن الرقائق تظهر في وقت أبكر من أنواع الضرر الأخرى.
التحام * - اندماج الجسيمات على سطح الجسم (في هذه الحالة) أو داخل وسط متحرك (غاز ، سائل).
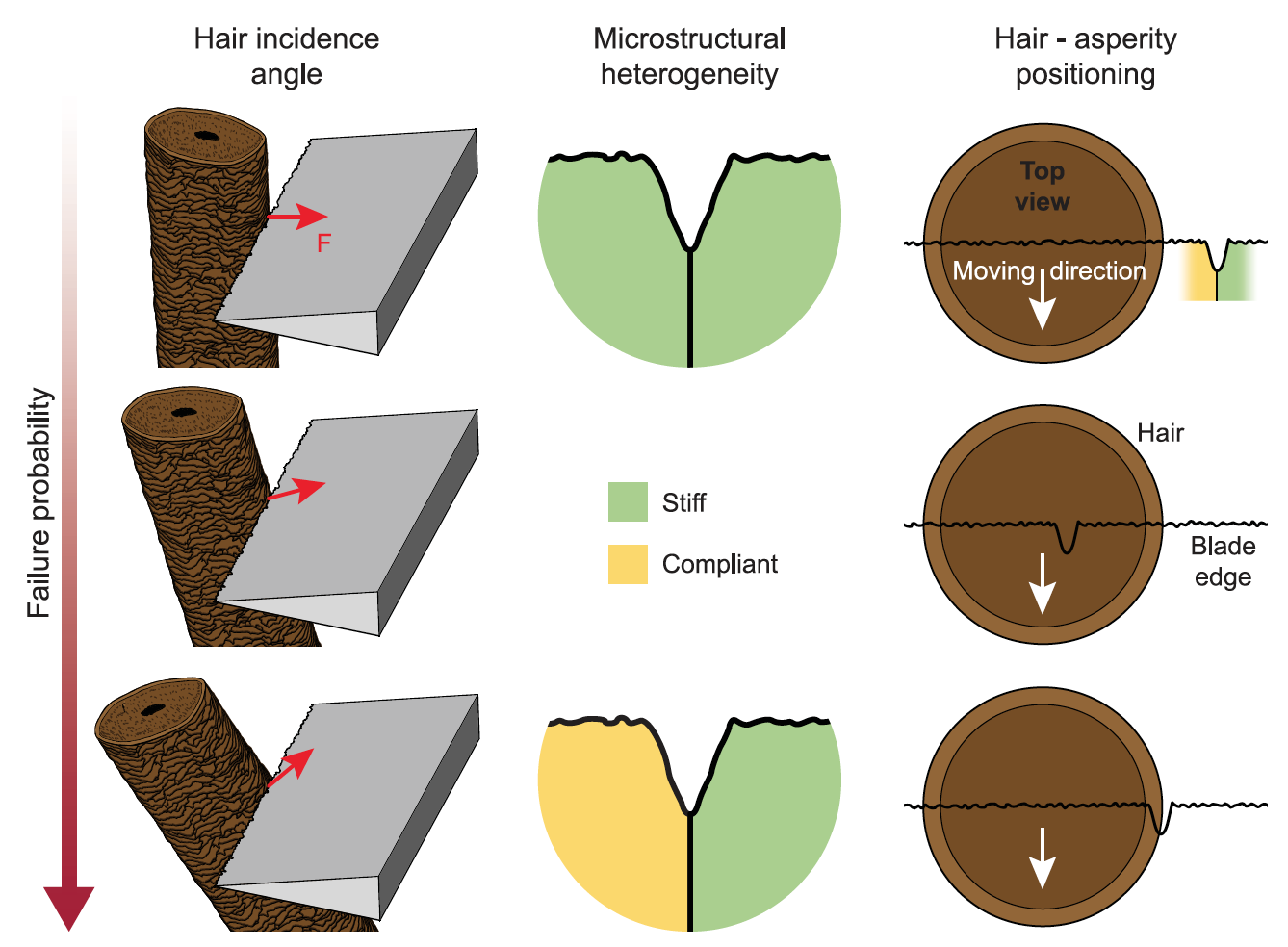
الصورة رقم 4
تتطلب هذه العملية مجموعة من العوامل لتنفيذها (الصورة أعلاه):
- مستوى كافٍ من ثني الشعر لإحداث ضغوط مع مكون هام من النوع الثالث ؛
- ناتج عن معالجة التفاوت على حافة الشفرة بمكونات مجهرية ذات خصائص مختلفة نوعًا ما على كل جانب ؛
- يتم وضع الشعر بحيث تتم محاذاة النقطة المتطرفة مع التفاوت السابق ذكره (من أجل زيادة الشد إلى أقصى حد) وتكون على اتصال بالجانب الذي يحتوي على المكون الأكثر توافقًا.
إذا أخذنا في الاعتبار أن مثل هذه الظروف نادرة للغاية في نفس الوقت ، يصبح من الواضح لماذا تصبح ماكينات الحلاقة العادية غير مناسبة للحلاقة ليس على الفور (بعد الاستخدام الأول) ، ولكن بعد عدد من دورات الحلاقة.
لمعرفة أكثر تفصيلا مع الفروق الدقيقة في الدراسة، أوصي بأن تنظر في تقرير العلماء و مواد إضافية لذلك.
الخاتمة
حقيقة أن شفرات الحلاقة تصبح باهتة بعد عدد معين من الحلاقة معروفة ومفهومة جيدًا. ومع ذلك ، في هذا العمل ، قرر العلماء النظر بالتفصيل في أصغر العمليات التي تحدث أثناء ارتداء شفرات الحلاقة. هذا العمل لا يتعلق بالشفرات بقدر ما يتعلق بالسبائك والمواد الأخرى المستخدمة في الصناعات المختلفة لقطع شيء ما. لمعرفة أسباب تلف المادة ، يمكنك إيجاد طريقة لتجنب ذلك.
وأشار العلماء إلى أن الشفرات تكون أكثر عرضة للتشقق إذا كانت البنية الدقيقة للصلب غير موحدة. بطبيعة الحال ، فإن الزاوية التي تلامس بها الشفرات الشعر ، وكذلك العيوب في البنية الدقيقة للشفرات ، تلعب أيضًا دورًا مهمًا في تكوين الشقوق.
من الغريب أن التآكل الفعلي لشفرات الحلاقة الفولاذية لم يزد كثيرًا أثناء التجارب. ظلت الشفرات حادة لوقت طويل ، ولكن تشكلت رقاقات على حوافها ، مما أدى إلى تعطيل "أداء" ماكينات الحلاقة. في هذه الحالة ، تم تشكيل الرقائق فقط في أماكن معينة ، أي في ظل ظروف معينة: عندما يكون النصل ملامسًا للشعر بزاوية ، وعندما يكون صلب النصل غير متجانس في التكوين ، وعندما يكون الشعر ملامسًا للشفرة في مكان يكون فيه عدم تجانسه أعلى.
الاستنتاج الرئيسي بسيط للغاية - تصبح شفرات الحلاقة باهتة بسبب عدم تجانس تركيبتها. الشعر أكثر نعومة من الفولاذ ، لكن الفولاذ المستخدم في الشفرات هو نوع من المواد المركبة ، مما يقلل بشكل كبير من قوته ومقاومته للتلف. من خلال تقليل عدم تجانس المادة ، يمكن تحسين خصائصها الميكانيكية بشكل كبير.
في المستقبل ، يعتزم العلماء مواصلة أبحاثهم ، بالإضافة إلى بدء بحث جديد ، حيث سيبحثون عن "وصفات" جديدة للصلب للشفرات ، والتي ستكون لاحقًا أكثر متانة ، وأكثر حدة ، وأقوى من تلك الحالية.
شكرا لاهتمامكم ، ابقوا فضوليين ولديكم أسبوع عمل جيد يا رفاق. :)
قليلا من الدعاية
أشكركم على البقاء معنا. هل تحب مقالاتنا؟ تريد أن ترى المزيد من المحتويات الشيقة؟ ادعمنا من خلال تقديم طلب أو التوصية للأصدقاء ، VPS السحابي للمطورين من 4.99 دولارًا ، وهو تناظرية فريدة من الخوادم على مستوى المبتدئين التي اخترعناها لك: الحقيقة الكاملة حول VPS (KVM) E5-2697 v3 (6 مراكز) 10 جيجابايت DDR4 480 جيجابايت SSD 1 جيجابت في الثانية من 19 دولار أو كيفية تقسيم السيرفر بشكل صحيح؟ (تتوفر الخيارات مع RAID1 و RAID10 وما يصل إلى 24 مركزًا وذاكرة DDR4 تصل إلى 40 جيجابايت).
هل Dell R730xd 2x أرخص في مركز بيانات Equinix Tier IV في أمستردام؟ فقط لدينا 2 x Intel TetraDeca-Core Xeon 2x E5-2697v3 2.6 جيجا هرتز 14C 64 جيجا بايت DDR4 4x960 جيجا بايت SSD 1 جيجا بايت في الثانية 100 تلفزيون من 199 دولارًا في هولندا!Dell R420 - 2x E5-2430 2.2Ghz 6C 128GB DDR3 2x960GB SSD 1Gbps 100TB - من 99 دولارًا! اقرأ عن كيفية بناء البنية التحتية للمبنى. فئة مع خوادم Dell R730xd E5-2650 v4 بتكلفة 9000 يورو مقابل فلس واحد؟